HG/T 4342-2012�[Ƭ���\�۵����˜����ζ����h�����\����С������HG/T 4342-2012���[Ƭ���\�۵�����ԭ�棬���Է��ą�������������Ϳ��������Ϳ�b���еć��Ҙ˜ʺ��ИI�˜����d�����Բ���ζ��Է���Ϳ�ϾWվ��
ICS87.040 G51 �䰸̖��37877-2013 HG
���A���͇������ИI�˜�
HG/T 4342-2012
�[Ƭ���\�۵���Zinc flake primers
2012-11-07�l�� 2013-03-01��ʩ
���A���͇����I����Ϣ���� �l��
1 ����
���˜�Ҏ�����[Ƭ���\�۵���ĮaƷ���Ҫ��ԇ�����z�Ҏ�t����־�����b���A��ȃ��ݡ�
���˜��m�������[Ƭ���\�ۣ��ɺ�����\�ۣ����o�C���ЙC������̻������܄��ȽM�ɵ�Ϳ�ϣ�ԓͿ����Ҫ������F�ײĵķ��P��
2 Ҏ���������ļ�
�����ļ����ڱ��ļ��đ����DZز����ٵġ�����ע���ڵ������ļ����H��ע���ڵİ汾�m���ڱ��ļ������Dz�ע���ڵ������ļ��������°汾���������е��ĆΣ��m���ڱ��ļ���
GB/T 1725 2007 ɫ�ᡢ��������ϲ��]�l�ﺬ���Ĝy��
GB/T 1728 1979 ��Ĥ��ā��Ĥ����r�g�y����
GB/T 1732 1 993 ��Ĥ�͛_���y����
GB/T 1771- 2007 ɫ������� �������}�F���ܵĜy��
GB/T 3186 ɫ�ᡢ�����ɫ���c������ԭ���� ȡ��
GB/T 5210 - 2006 ɫ������� ���_��������ԇ�
GB/T 6750--2007 ɫ������� �ܶȵĜy�� ����ƿ��
GB/T 8170 ��ֵ�sҎ�t�c�O�ޔ�ֵ�ı�ʾ���ж�
GB/T 8923 Ϳ�bǰ䓲ı����P�g�ȼ��ͳ��P�ȼ�
GB/T 9271--2008 ɫ���c���� �˜�ԇ��
GB/T 9278 Ϳ��ԇ�Ӡ�B�{����ԇ�Ĝ؝��
GB/T 9750 Ϳ�ϮaƷ���b��־
GB/T 13288.1 Ϳ��Ϳ��ǰ䓲ı���̎�� �����������䓲ı���ֲڶ����� ��1���֣������u������������䓲ı���ֲڶȵ�ISO����ֲڶȱ��^�ӉK�ļ��gҪ��Ͷ��x
GB/T 13491 Ϳ�ϮaƷ���bͨ�t
GB/T 16906 1997 ʯ�ތ��o�Ϳ������ʜy����
HG/T 3668 2009 ���\����
3 �aƷ���
���˜ʰ��[Ƭ���\�۵���������ͷ֞�I�ͺ͢��ͣ�
-һ���ͣ��o�C�[Ƭ���\�۵��ᣬ�����܄��͟o�C�[Ƭ���\�۵����ˮ�ԟo�C�[Ƭ���\�۵��ᣬ��Ҫָ�o�C���\������
һ���ͣ��ЙC�[Ƭ���\�۵��ᣬ��Ҫָ�h�����\���ᡣ
ÿһ�N��Ͱ���Ϳ�������ӵ��\���ΑB���ַփ��
--1��[Ƭ���\���Ƴɵ�Ϳ�ϣ�
--2��[Ƭ���\�ۺ�����\�ۏ����Ƃ��Ϳ�ϡ�
4 Ҫ��
�aƷ���ܑ����ϱ�1��Ҫ��
HG/T 4342-2012 �[Ƭ���\�۵��ᣨ�h�����\���o�C���\����1 �aƷ����Ҫ��
|
�Ŀ
|
����1�
|
����2�
|
����1�
|
����2�
|
|
���]�l�ֺ���/%��
|
40
|
50
|
50
|
60
|
|
Ϳ�����\���Π�
|
�[Ƭ��
|
���[Ƭ�Y��
|
�[Ƭ��
|
���[Ƭ�Y��
|
|
���]�l������\������%��
|
40
|
60
|
40
|
60
|
|
��������ʣ�����
|
107
|
107
|
109
|
109
|
|
�͛_����/cm
|
|
|
50
|
50
|
|
��������MPa��
|
3
|
3
|
6
|
6
|
|
���}�F�ԣ�
����̎����U�g��2.0 mm��δ�����^�o���ݡ����P���_�ѡ�����ȬF��
|
1500h
|
1500h
|
1000h
|
1000h
|
|
�m����/h��
|
5
|
5
|
5
|
5
|
|
ʩ����
|
ʩ���o�ϵK
|
ʩ���o�ϵK
|
ʩ���o�ϵK
|
ʩ���o�ϵK
|
|
����r�g�����ɣ�/h��
|
0.5
|
0.5
|
1
|
1
|
|
����r�g(����)/h��
|
6
|
6
|
24
|
24
|
�ܶȣ��̶�ֵ��0.05

�������Р�B�����ϣ�����С�ľ����ĩ��B��Һ�Ϻ͝{�ϣ������ϺoӲ�K���ʾ����B��
5 ԇ��
5.1 ȡ��
�aƷ��GB/T 3186��Ҏ��ȡ�ӣ�Ҳ�ɰ��̶�����ȡ�ӡ�ȡ���������z���Ҫ�_����
5.2 ԇ�h��
�������̶����܄��͟o�C�[Ƭ���\�۵����ڜضȞ�25�桫35�棬������Ȟ�70 %��85%�ėl�����B�o10 d��zˮ�ԟo�C�[Ƭ���\�۵����ڷ���GB/T 9278Ҏ���Ę˜ʗl�����B�o21 d��z�ЙC�[Ƭ���\�۵����ڷ���GB/T 9278Ҏ���Ę˜ʗl�������o10 d��z�m���ڡ�����r�g���͛_���Ժ������Ŀ��ԇ�h��������GB/T 9278��Ҏ���������Ŀ��ԇ�h�����������P�����˜ʵ�Ҏ����
5.3 ԇ�ӵ��Ƃ�
5.3.1 �ײļ��ײ�̎��
�������̶���ԇ��õײđ�����GB/T 9271--2008��Ҫ���͛_���Ժ���r�gԇ��Ŀ�ײĞ��R���F�壬�R���F���̎����GB/T 9271-2008��4.3��Ҏ���M�У����������Ƃ�o�C�\�۵�����R���F���������a��Ҫȫ����ĥ���������Ŀ��䓰壬䓰��̎����GB/T 9271-2008��3.5��Ҏ���M�С������������}�F�ԵײĞ释ɰ䓰壬����P�ȼ��_��GB/T 8923��Ҏ����Sa2%��������ֲڶ��_��GB/T 13288.1��Ҏ�����м���Ϳ�����\���Π�ԇ��Ŀ�ײĞ�ƽ�岣����ȡһ������棬�������ñ�ͪ��ϴ���ü�ɰ���p��ë���ڲ����l�ĵ����ò����̵��A����9���̾������������愝�ɹ�10�K10 mm��10 mm�������ΉK����ϴ���á�
5.3.2 �Ӱ���Ƃ�
�Ӱ���Ƃ䰴��2��Ҏ���M�С���Ϳ�Ϲ����̌��������wϵͿ��Ʒ�N��Ϳ�b������Ϳ�b�g���r�g��Ϳ�Ӹ�Ĥ��ȵ�������Ҫ��r������Ҫ���Ƃ�ԇ�ӡ�Ϳ�Ӻ�ȵĜy����GB/T 134 52.2��Ҏ���M�С�
2��2 �[Ƭ���\�۵���Ӱ���Ƃ�HG/T 4342-2012
|
�z��Ŀ
|
�ײ����
|
�ײijߴ磯mm
|
��Ĥ��ȣ���m
|
Ϳ�bҪ��
|
|
Ϳ�����\���Π�
|
ƽ�岣��
|
100��10��2
|
100��10
|
ˢͿ��Ϳ���B�o14d
|
|
����r�g
|
�R���F��
|
120X50X(0.2��0.3)
|
23ʿ3
|
��Ϳ
|
|
ʩ���ԡ����������
|
䓰�
|
150X70X(3��5)
|
1�45��5
2�80��10
|
ʩͿ��Ϳ�b�g��0.5h���B�o7d
|
|
�͛_����
|
�R���F��
|
120X50X(0.2��0.3)
|
23��3
|
��Ϳ���B�o7d
|
|
������
|
��ɰ䓰�
|
150X70X(3��5)
|
1�45��5
2�80��10
|
ʩͿ��Ϳ�b�g��0.5h���B�o7d
|
|
���}�F��
|
��ɰ䓰�
|
150X70X(3��5)
|
1�45��5
2�80��10
|
ʩͿ��Ϳ�b�g��0.5h���B�o7d
|

Ϳ�����\���Π�ԇ��Ŀ�Ӱ��Ƃ䣺��ˢͿ��Ϳ�ķ����ڲ����l������Ϳ�b�Ϻ�Ȟ飨1 00ʿ1 0��pm�Ĵ��z�y�\��Ϳ�ϡ��������l�Bͬ�Ƃ�Ϳ����GB/T 9728Ҏ���Ę˜�ԇ�l�����B�o14 d�������������̾��������l���࣬����1 0�K10 mm��10 mm�IJ����K��Ȼ��ȡ3�K�ؿ̾������R����ԇ�K��ԓ���漴�Ǵ��^�y��Ϳ�ӽY���棬��3�KСԇ�K��ֱ���ã����^�yͿ�ӽY���泯�ϡ�
5.4 ��������B
��������Ŀҕ�^���M���u����
����Һ�ϣ����_���������{�������裬���oӲ�K���ʾ����B��
���ڝ{�ϣ����_���������{�������裬���S�����ײ��г����������������ڻ�Ͼ��t�u�锇���Ϻ�oӲ�K���ʾ����B��
5.5 ���]�l�ֺ���
��GB/T 1725-2007��Ҏ���M�У����aƷ���M�֣�ϡጄ����⣩��Ϳ�Ϲ�����Ҏ���ı�����Ϻ��M��ԇԇ������(2.O��0.2)g��ԇ�ضȞ�(105��2)�棬ԇ�r�g��2h��
5.6 �ܶ�
��GB/T 6750--2007��Ҏ���M�У����aƷ���M�֣�ϡጄ����⣩��Ϳ�Ϲ�����Ҏ���ı�����Ϻ��M��ԇ
5.7 Ϳ�����\���Π�
��3��Сԇ�K�Ĵ��^�yͿ�ӽY�����M�Ї���̎����Ȼ����SEM������R�M���^��ò�������^��Ϳ�ӽY�����zȡ�������@�D����K�xȡһ���@�D������Y���ж����������������ĵ����@�D��Ҋ���A��
5.8 ���]�l������\����
��HG/T 3668-2009��5.7��Ҏ���M�С�
5.9 �m����
���aƷ���M�ֵĜض��A���{����(23��2)�棬Ȼ��Ϳ�Ϲ�����Ҏ���ı�����ϡጄ����⣩��Ͼ����ȡ��300 mL���b��500 mL�ܷ����õĽ��������У��ڣ�23��2����l���·���Ҏ���ĕr�g��5.4 .5. 10��Ҫ�������Р�B��ʩ���ԣ���Ҫ�r�ɼ���ϡጄ��{����ʩ���ȣ������ԇ�Y������5.4��5. 10��Ҫ�t�J����ʹ�ã��m���ںϸ�
5. 10 ʩ����
��ʩͿ�^���Пo���y���γɵ���Ĥ�����B���ã��t�u��ʩ���o�ϵK��
5. 11 ����r�g
��GB/T 1728-1979Ҏ�������ɰ��ҷ��M�У����ɰ����M�С�
5. 12 ���������
��GB/T 16906 - 1997��Ҏ�����С�
5. 13 �͛_����
��GB/T 1732 - 1993��Ҏ���M�С�
5. 14 ������
��GB/T 5210-2006��Ҏ��������ֱ����20 mm��ԇ�������ɂ�ԇ���c�Ӱ�ͬ�S�Č����M��ԇ
5. 15 ���}�F��
��GB/T 17 71- 2007��Ҏ������ԇ���в���һ�lƽ����ԇ���L߅�Ą����M��ԇ
6�z�Ҏ�t
6.1 �z���
6.1.1 �aƷ�z�֞���S�z����ʽ�z
6.1.2 ���S�z��Ŀ�����������Р�B�����]�l�ֺ������ܶȺ���r�g��
6.1.3 ��ʽ�z��Ŀ�������˜����е�ȫ�����gҪ�����������a��r�£����}�F��ÿ�������ٙz�һ�Σ������Ŀÿ�����ٙz�һ�Ρ�
6.2 �z�Y�����u��
6.2.1 �z�Y�����ж���GB/T 8170���sֵ���^���M�С�
6.2.2���z�Ŀ�ęz�Y�����_�����˜�Ҫ��r��ԓԇ��Ʒ����ϱ��˜�Ҫ��
7 ��־�����b���A��
7.1 ��־
��GB/T 9750��Ҏ���M�С���M��Ϳ�ϰ��bͰ�ϑ����_���M����ȡ�
7.2 ���b
�܄���Ϳ�ϰ�GB/T 13491��һ�����bҪ���Ҏ���M�У�ˮ��Ϳ�ϰ�GB/T 13491�ж������bҪ���Ҏ���M�С�
7.3 �A��
�aƷ�A��r�����Cͨ�L�������ֹ�չ�ֱ�����䲢�����x��Դ���h�x��Դ���aƷ��������Ͷ����A���ڣ����ڰ��b��־����ʾ��
�� � A ���Y���Ը�䛣�
�\���Π��Ϳ�����\���Π������R�D��
1 ����c�[Ƭ���\���Π������R���ȈD��
�DA.1 ����\�ے�����R�D��
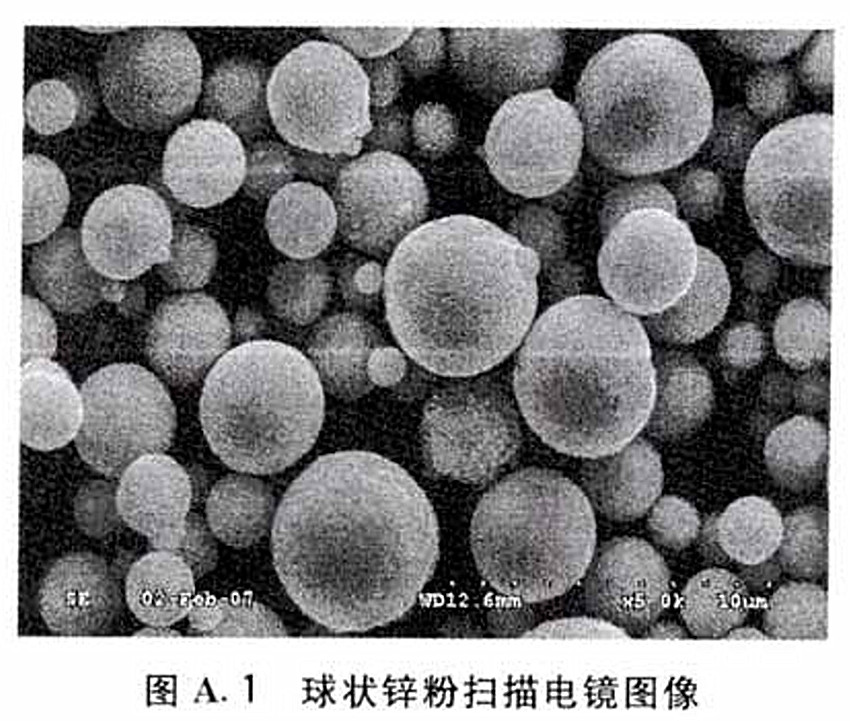
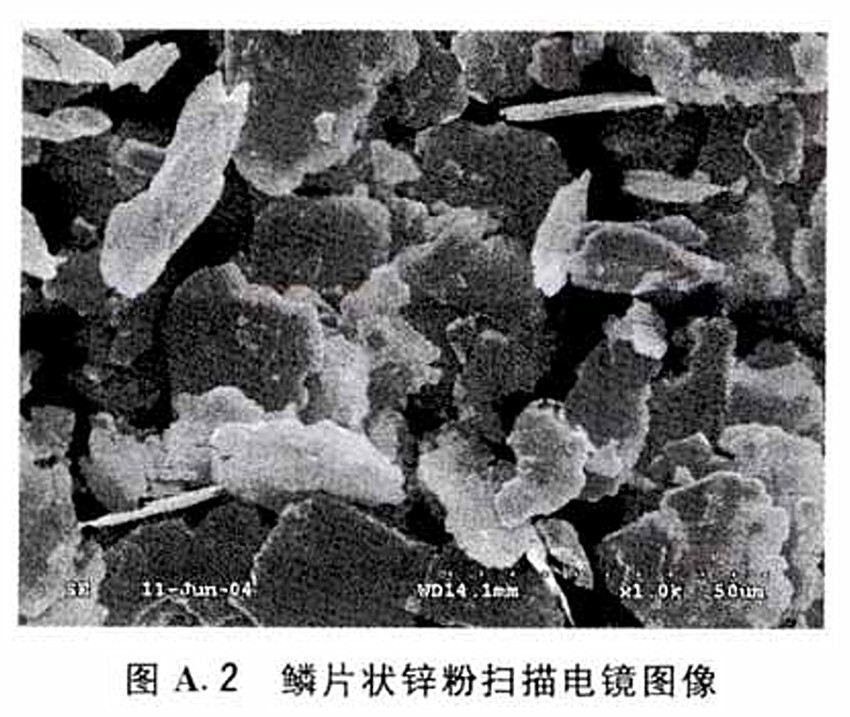
�DA..2 �[Ƭ���\�ے�����R�D��
2 Ϳ�����\���Π������R���ȈD��
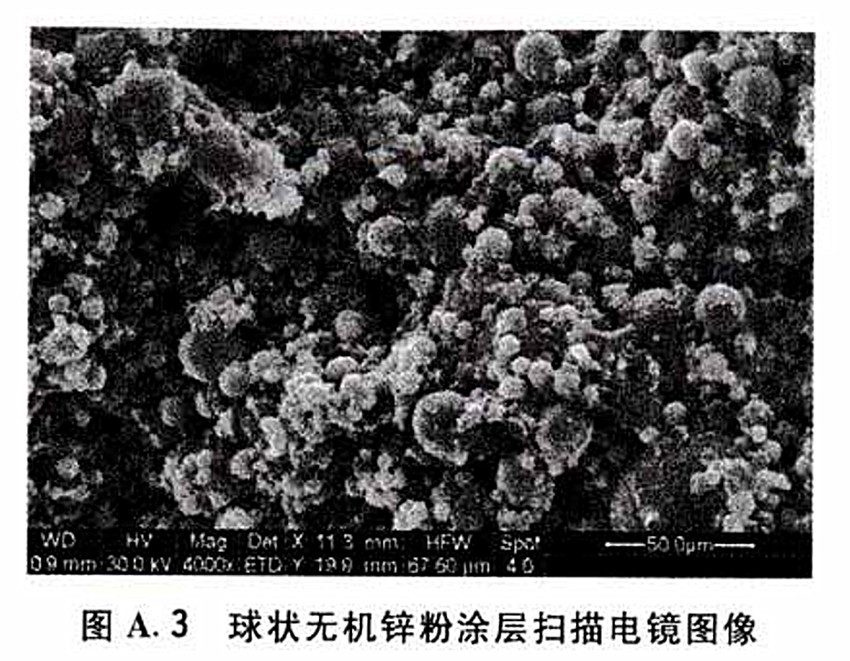
�DA��3 ���o�C�\��Ϳ�Ӓ�����R�D��
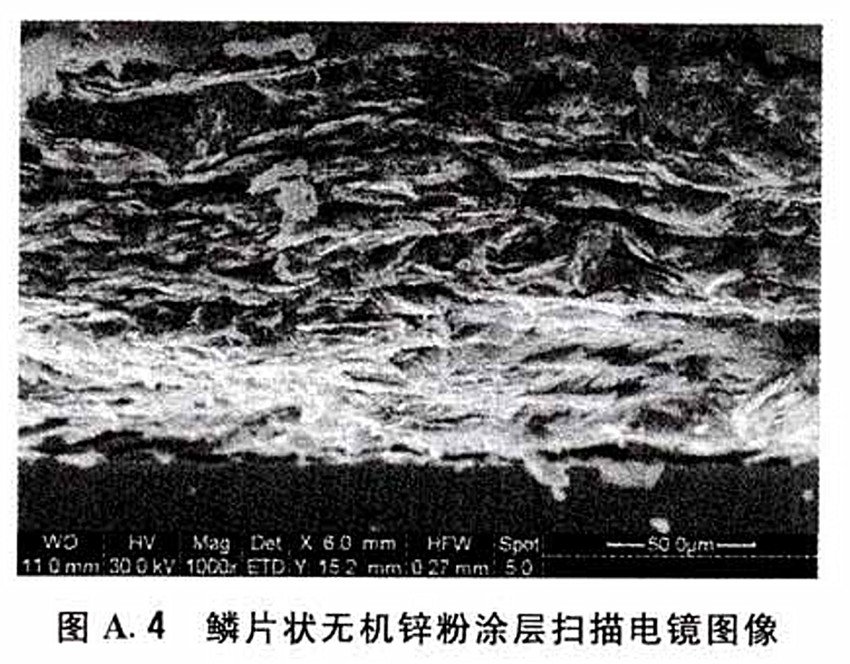
�DA��4 �[Ƭ��o�C�\��Ϳ�Ӓ�����R�D��
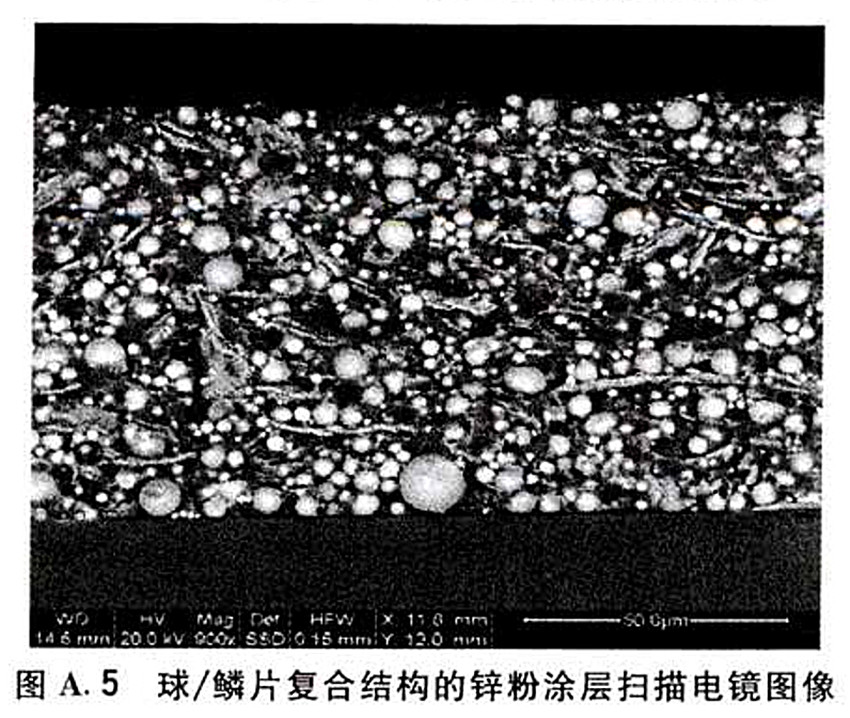
�DA��5 ���[Ƭ�ͺϽY�����\��Ϳ�Ӓ�����R�D��
HG/T 4342-2012�[Ƭ���\�۵����˜����d


|
|
|
HG/T 4844-2015���\����˜�
|
|
ICS 87.040 G51 �䰸̖��50884-2005 HG ���A���͇������ИI�˜� HG/T 4844-2015 ���\����Low zinc primer 2015-07-29�l�� 2016-01-01��ʩ ���A���͇����I����Ϣ���� �l�� ���˜�Ҏ���˵��\����ĮaƷ���Ҫ��ԇ�����z�Ҏ�t����־�����b���A�档���˜��m���ڲ��]�l���н����\��������60����������40���ĵ��\Ϳ
|
|
�r�g��2018/1/21
|
|
|
|
|
��Ϳ�\Ϳ�ϻ����ИI�˜�HG/T 4845-2015
|
|
HG/T 4845-2015��Ϳ�\Ϳ�Ϙ˜� �䰸̖��50885-2015 ���A���͇������ИI�˜� HG/T 4845-2015 ��Ϳ�\Ϳ��Cold application zinc coatings 2015-07-29�l�� 2016-01-01��ʩ ���A���͇����I����Ϣ�����l�� ���˜��m���ڳ���ʩͿ�ĸ��\�������ЙCͿ�ϡ�ԓ�aƷ�����\�ۡ��ЙC��֬���܄��ȽM�ɵĆνM��Ϳ�ϣ���Ҫ������F�ײı�
|
|
�r�g��2018/1/10
|
|
|
|
|
�o�C���\����JT/T 722-2008��·䓽Y����������Ϳ�b���g�˜�
|
|
�o�C���\����JT/T 722-2008��·����䓽Y������Ϳ�b���g�˜ʽ�B�ˣ������Р�B�����]�l���еĽ����\�������͟��ԡ����]�l�ﺬ��������r�g����������������ϵ����7헟o�C���\������JT/T 722-2008����·����䓽Y������Ϳ�b���g�l�����еļ��gҪ���ԇ���� ���ν�B�˟o�C���\�����ˮ�ԟo�C���\���ᡣ
|
|
�r�g��2017/12/16
|
|
|
|
|
�h�����\����JT/T 722-2008��·䓽Y����������Ϳ�b���g�˜�
|
|
�h�����\����JT/T 722-2008��·����䓽Y������Ϳ�b���g�˜ʽ�B�ˣ������Р�B�����]�l���еĽ����\�������͟��ԡ����]�l�ﺬ��������r�g�����������͛_���ԣ�7헭h�����\������JT/T 722-2008����·����䓽Y������Ϳ�b���g�l�����еļ��gҪ���ԇ���� ���ν�B�˭h�����\���ᡣ
|
|
�r�g��2017/12/17
|
|
|
|
|
���\����˜�HG/T3668-2009�����A���͇������ИI�˜ʣ�
|
|
���\����˜�HG/T3668-2009�����A���͇������ИI�˜ʣ�.���˜��cHG/T 3668-2000����Ҫ���g��飺�����˰����]�l���н����\�����ĸߵ͌��aƷ�M�з��;�����ˌ����������������ܶȡ���Ҫ��;ȡ���ˌ����ͺ��ԡ����o�C���\���ᡰ�͛_���ԡ����ЙC���\���ᡰ�h����֬�Ķ��ԡ���Ҫ��;����ˌ������}�F�ԡ��͟o�C���\���ᡰ����r�g����Ҫ��;�����˃x�����y�������]�l���н����\�������ķ���;��׃
|
|
�r�g��2017/12/9
|
|
|
|